1 绪论
1.1 引言
我国是农业大国,农作物产量逐年增加,农作物秸秆作为农业废弃物的主要构成部分,其产量巨大,分布广泛。2015 年仅三大主要农作物(水稻、玉米、小麦)秸秆产量达 6 亿多吨[1]。由于缺乏良好的效益和处理方法,越来越多的农作物秸秆被随意废弃或以露天焚烧方式处理导致严重的环境污染问题[2, 3]。随着禁止焚烧秸秆的政策出台和人们环保意识的增强,秸秆采用环保、资源化利用方式处理越来越受到人们的重视。同时,全球化石能源危机的加剧,迫使人们寻求可再生能源。秸秆作为可再生资源,可以对其进行制备颗粒燃料、可燃气、 生物质乙醇、沼气等能源形式利用[4]。秸秆能源化利用既可解决其作为废弃物不合理处理利用带来的环境问题,又对减缓化石能源的需求起着积极作用。
厌氧消化技术是非常适合处理农作物秸秆的方法,它对环境影响小,具有良好的能量产出投入比,可有效实现废弃物的减量化,产生可再生的优质清洁燃料——沼气可代替化石燃料,被认为是最具有潜力的处理有机废弃物方法之一[4-6]。厌氧消化后产生富含氮、磷等营养元素的沼液沼渣,可有效地应用于农业生产, 提高农作物产量[7]。秸秆沼气化利用是减少环境污染、缓解能源危机、改善生态环境、促进农产品质量提高和推进农业可持续发展的重要手段[8]。
...........................
1.2 厌氧消化基本原理
厌氧消化是在复合微生物的作用下物质代谢和能量转化过程。在此过程中,厌氧微生物获得能量和物质,进行生长和繁殖,同时大部分物质转化为甲烷(CH4)和二氧化碳(CO2)。
沼气发酵可分为四个阶段,即水解、酸化阶段,产氢、产乙酸阶段和产甲烷阶段(如图 1-1 所示)。在水解过程中,蛋白质、碳水化合物和脂肪等复杂聚合物被转化为葡萄糖和氨基酸等单体。产酸细菌将这些单体化合物转化为乙醇、乙酸、挥发性脂肪酸(VFAS)以及 H2和 CO2。在产氢产乙酸阶段,VFAs 由产氢产乙酸细菌转化为氢气和乙酸。在产甲烷阶段,乙酸、氢气、二氧化碳、甲酸、甲醇及甲基胺等简单的物质被产甲烷菌利用产生甲烷和合成自身的细胞物质[9, 10]。
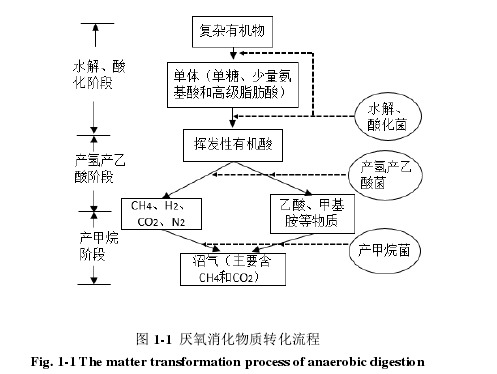
图 1-1 厌氧消化物质转化流程
...............................
2 设计思路与方案
2.1 设计思路
通过上面综述,厌氧发酵产沼气在发酵条件、预处理等方面研究都已相当成熟。而厌氧发酵装置作为沼气工程核心部分,其研究发展速度比较慢,现主要以完全混合式、升流式等传统的源于有机废水处理装置为主。秸秆原料因本身体积大、密度小,为适用于这些装置运行需进行一定的粉碎等预处理,在运行过程中易出现进出料受阻、搅拌困难、上浮结壳等问题,导致秸秆厌氧消化效率降低,最终致使整个工程效益低下。而我国农业机械化发展使适合段状秸秆厌氧消化的装置建设运行更具有可行性。因此,本文通过设计研究适合段状秸秆(粒径为 3~5 cm)的沼气发酵装置,减少秸秆进料前粉碎预处理,防止秸秆上浮结壳,以期实现连续稳定产气,使秸秆沼气工程建设运行具有简便和经济可行性。段状秸秆沼气发酵装置设计思路如下。
(1)秸秆沼气工程中秸秆粉碎预处理程序复杂,耗时耗力,不适宜沼气工程长期简单化运行。本设计装置适用于大粒径段状秸秆原料进行发酵,符合我国农业机械化发展需要。针对秸秆在装置内发酵易上浮结壳,采取固定的秸秆原料在发酵液面以下,采用多孔筛板进行隔离,防止秸秆上浮。
(2)秸秆被固定在装置内,当未搅拌时,装置内的污泥颗粒会下沉,为增加颗粒污泥下沉路径,本设计装置外形采用常用的立式圆柱形。秸秆具有密度低、吸水率高、流动性差等特点,所以秸秆在装置内不适合采用机械搅拌,采用沼液竖直循环回流搅拌,易控制回流量来控制搅拌效果,设备简单、易操作,且耗能低。采用自上往下回流,利于自然沉降到装置下端的微生物或颗粒污泥重新回流到上端与有机质接触。
.......................
2.2 设计方案
2.2.1 试验材料
试验所用的原料为风干的水稻秸秆,取自于四川省乐山市夹江县。使用铡刀将秸秆切割至 3~5 cm,混匀后开始试验。接种物取自于农业部沼气科学研究的水稻秸秆发酵完成后放置一段时间的沼液,此接种物基本不产生沼气。表 2-1 为水稻秸秆原料和接种物物料特性。
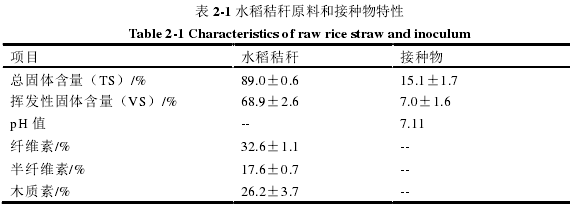
表 2-1 水稻秸秆原料和接种物特性
.............................
3 段状秸秆沼气发酵装置设计和运行试验 ................................. 23
3.1 段状秸秆沼气发酵装置高径比试验 ..................................... 23
3.1.1 高径比对日产气量影响 ................................. 23
3.1.2 挥发性脂肪酸变化 ................................ 24
4 段状秸秆沼气工程经济效益评估 ............................... 33
4.1 沼气工程建设概况和成本及效益组成 ................................ 33
4.1.1 工程概况 ....................................... 33
4.1.2 建设和运行成本 ................................. 34
5 结论与展望 ...................................... 41
5.1 结论 ........................................... 41
5.2 展望 ............................... 41
4 段状秸秆沼气工程经济效益评估
4.1 沼气工程建设概况和成本及效益组成
4.1.1 工程概况
本研究建设 100 m3秸秆沼气化工程,厌氧消化反应器设计和运行参数基于上文研究结果。采用段状水稻秸秆发酵运行,工程总投资为 29.62 万元,基于中试连续进出料产气情况,有效发酵容积为 90 m3,容积产气率为 0.6 m3/(m3·d),年处理水稻秸秆约 123.5 t,年产沼气约为 2.19×104 m3。根据现阶段沼气工程集中供气情况,该秸秆沼气工程可供周边约 40~50 户农户基本生活用能。图 4-1 为该工程工艺流程图。
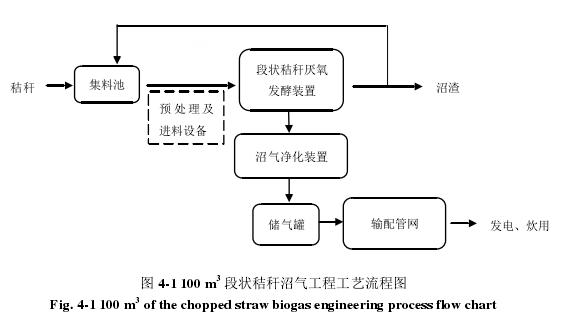
段状秸秆沼气工程工艺流程图
5 结论与展望
5.1 结论
本研究通过分析农作物秸秆在典型厌氧消化装置运行条件和效果,结合我国农业机械化发展现状,构思出段状秸秆沼气发酵装置结构,设计制作沼气发酵装置用于段状秸秆厌氧消化试验,研究装置结构最佳产气高径比,连续运行稳定性和最佳运行沼液回流量,验证装置产气的优越性。基于装置设计和运行参数,对中小型秸秆沼气工程进行经济效益评估,验证段状秸秆沼气发酵装置应用于沼气工程的可行性。为装置工程建设、运行推动秸秆沼气化利用提供帮助。研究主要结论如下:
(1)采用段状秸秆作为发酵原料,实现秸秆沼气工程方便运行,段状秸秆沼气发酵装置采用筛板将段状秸秆固定在液面以下,能有效防止秸秆上浮。
(2)H/D 为 3:1 的装置最高日产气量最多,累积甲烷产量比高径比为 1:1 的提高了12.50%,同时又减少了占地面积。在段状秸秆沼气发酵装置结构设计中,H/D 为 3:1比较合适。
(3)连续发酵过程中,90 d 内日产气量和 CH4浓度比较稳定,该装置内实现秸秆沼气化稳定产气。不同沼液回流运行过程中,固体停留周期为 20 d 时,回流比例为3:10 时期累积产气量和日均 CH4浓度分别为 210.32 L 和 48.36%,比回流比例为 1:10时期分别提高了 17.50%和 6.24%。沼液回流量与装置容积比例为 3:10 运行的产气效果最佳,且该运行条件下平均有效容积产气率为 0.58 m3/(m3·d)。
(4)在段状秸秆沼气发酵装置提升负荷批式发酵运行过程中,段状秸秆负荷最高达 120 g/L,原料 TS 产气率为 133.14 mL/g。在秸秆负荷为 80 g/L 和 100 g/L 条件下,累积产气量都为 191.72 L,但负荷为 80 g/L 的沼气 CH4浓度较高且变化平稳。所以为得到好的转化效率,秸秆发酵负荷在可提高至 80 g/L 最为合适。
(5)基于段状秸秆沼气发酵装置设计及运行参数,对建设 100 m3秸秆沼气工程进行经济效益评估。得到段状秸秆沼气发酵装置在投入到工程化运行后,益本比为 1.66,累计财务净现值为 36.15 万元,投资回收期为 6.75 年。因此,段状秸秆沼气发酵装置应用到秸秆沼气工程中具有良好的经济效益。
参考文献(略)