第 1 章绪论
1.1 研究背景与意义
近年来,随着先进制造技术和机器人技术的迅速发展,对航空航天、微电子、智能家居等各行业产品的尺寸、精度和质量的要求也越来越高。因此,在产品的生产过程中为保证产品质量,精密装配是很重要的一道工序。在装配作业中,最典型且最广泛的工作模式是轴孔类零件的精密装配,其约占整个装配作业的 40%。存在于各行各业,家电行业:压缩机中曲轴和热套转子的装配;汽车制造行业:汽车后桥主减速器与后桥壳体的装配;航空航天领域:航空发动机中低压涡轮长轴与核心机轴承孔的装配;船舶行业:分油机中轴孔装配等,如下图 1.1 部分轴孔装配图。装配作业的质量对产品的性能、质量有直接影响,尤其在精密装配中甚至起到了决定性的作用。如果我们把某产品的装配看成一个简单的几何问题,当被装配工件的几何尺寸和形状大小都一样,在定位准确的情况下,装配过程中不会产生较大的力或者力矩,人工也好,用机器人采用位置控制和运动轨迹规划也好,装配作业便可顺利完成。但在实际装配过程中,由于工艺条件的限制,比如温度的不同,噪声振动等的要求,工件几何尺寸的误差、机器人重复定位精度的有限、夹具的加工尺寸误差和磨损等因素的影响,都会给装配作业带来困难,工件装配存在一定的位置和姿态偏差,会导致过大的装配力和力矩的发生,甚至将会发生卡阻和楔紧的现象,轻则影响装配面的粗糙度和表面光洁度,严重者更会直接使产品报废或者工件机械手等的损坏。目前国内外很多装配作业依旧还是靠手工装配来完成,不仅费时费力,还受人体能和技能的限制,如下图 1.2 所示。为提高产品生产效率,缩短产品装配周期,适应现代化大批量生产的需求,国内外公司都在推广使用由装配机器人构成的自动化装配系统,如下图 1.3 所示。装配方向也由手工化、刚性化向自动化、柔性化方向发展。机器人装配旨在替代那些依赖人工判断和人工技能的装配操作,它不仅能提高装配作业的精度和效率,而且可以使产品质量得到稳定和提升,同时也可以使产品设计与装配策略密切结合起来。
..........
1.2 装配作业的发展历程
装配作业大致经历了三个发展阶段[1]:1)手工装配阶段:人手就像一只灵活的超智能机械手,可以在大脑的配合下完成各种复杂的装配任务。但人的体能是有限的,在长时间重复某一装配动作后,会产生疲倦,很难能一直保持最佳的工作状态,因此产品的质量参差不齐,很难能得到保证,加之,有些工作由于工艺方面的要求比如需要在高温下装配,使得工人也比较危险。对于复杂、小批量生产的物件适合手工装配。2)半自动化与全自动化装配阶段:在装配过程中,对于一些单调重复的简单装配操作,为提高产品的生产效率,可用更高速度的自动化设备来代替手工劳动,生产效率提高了,但对于一些复杂的装配,依旧没法完成。3)柔性自动化装配:70 年代以后,随着科技的发展和产品的多样化,生产方式也发生了翻天覆地的变化,市场向着动态多变的方向发展,产品更新换代的周期也越开越短,进而形成产品批量小而种类多的局面,为适应这样的发展,柔顺自动化装配应运而生,其特点是:兼有手工装配的灵活,适合复杂零件的装配,又有自动化装配的高效,大大提高产品的生产效率。
..........
第 2 章长轴入孔装配过程动力学分析
本章在借鉴了华中理工大学黄心汉教授和华北电力大学王玲教授相关分析的基础上,对长轴入孔装配过程进行了详尽的动力学分析。将带倒角的插轴入孔过程看作是一个复杂的几何问题,推导出轴孔初始接近阶段、轴孔倒角装配阶段、轴孔一点接触装配阶段、两点接触装配阶段等四个阶段的接触力和力矩表达式,还对长轴在孔中发生卡阻和楔紧问题的情况进行了力学方程说明。
2.1 长轴入孔装配过程的描述与模型的建立
为简化问题,在进行轴孔装配中,这里将轴件和孔件视为刚性的,只有抓取轴件的机械手爪处发生弹性形变,用一个扭转弹簧连接两个拉压弹簧的组合形式代替,简化装配模型如图 2.1 所示,模型等效扭转弹簧的角偏转刚度定义为 ,拉压弹簧的侧向刚度定义为 。由于水平装配中,钢丝绳的拉力平衡了轴件的重力,在进行动力学分析时,忽略重力作用的影响,将其看成一个准静态的平衡过程来分析。根据分析得出,轴孔在装配时主要存在如图 2.2 所示的三种偏差,分别为:角度偏差θ,侧向偏差 U,运动偏差 V。角度偏差和侧向偏差主要是因为定位不准确或者夹持工件等的尺寸偏差所造成的;而运动偏差是指长轴在接近孔件时的运动过程中,由于电动导轨或者周围环境振动等的影响造成的运动方向上的一种偏差,这里由于其影响较小,暂不作考虑。根据实际装配操作中长细轴和孔件的相对位置大致可以将整个过程分为四个阶段,分别为:初始接近阶段、倒角装配阶段、一点接触装配阶段、两点接触装配阶段。如图 2.3 所示,在轴孔初始接近阶段并没有接触力的产生,因此这里不作分析,只对后三种阶段进行讨论分析。
..........
2.2 长轴入孔装配过程的动力学分析
长细轴由初始状态进行装配,当长细轴的一点刚刚接触到倒角时,定义此点为倒角装配阶段的开始点,假设这个开始点就为长细轴的初始装配状态,重新定义一个参数 ,它代表初始装配时轴与倒角的接触点到孔的端面的距离,也可以称之为装配深度。在轴沿着倒角面向下装配的过程中,轴的侧向位移发生了变化,变化的原因主要有两点:1)倒角面的阻力作用使得轴的初始偏转角度发生了变化,Simunovi 等人[40-46]对装配过程中常产生的卡阻和楔紧现象进行了研究,指出轴孔在处于一点接触装配阶段和两点接触装配阶段时,长轴工件与孔工件粘在一起而不能运动的一种状态。因此为了保证装配的顺利进行,我们还需要对产生卡阻和楔紧的原因进行研究,分析作用在工件上的力和力矩显得尤为重要。
.........
第 3 章系统设计与搭建 ........... 27
3.1 装配工艺要求与技术要求........ 27
3.2 装配系统设计 ........ 29
3.3 测量系统设计 ........ 33
3.4 控制系统设计 ........ 43
3.4.1 控制系统功能与组成.......... 43
3.4.2 工业计算机选型........ 43
3.4.3 伺服系统.......... 44
3.5 本章小结 ...... 48
第 4 章实验测试与数据处理....49
4.1 位置对装配效果影响 ...... 49
4.2 姿态对装配效果的影响 ............ 52
4.3 装配进给速度对装配效果的影响 ...... 56
4.4 装配过程中轴孔相对位置的动态测量 ........ 58
4.5 本章小结 ...... 59
第 4 章实验测试与数据处理
本章用所搭建试验测试平台对轴孔装配进行试验测试,分别研究轴孔相对位置、轴孔姿态关系、装配进给速度等多方面对装配效果的影响。采用了控制变量法,对实验首先进行单变量分析,将采集到的数据通过 Matlab 进行处理,分析各变量对吊装力和力矩的综合影响。
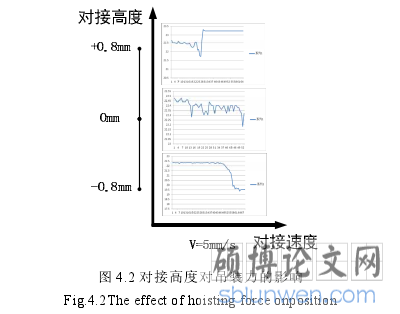
4.1 位置对装配效果影响
实验测试平台主要实现待装配件的吊装、位置与姿态的调整、柔性装配以及装配吊装力、力矩的测量等,同时直线运动单元的伺服系统还可以设定待装配件的进给速度、加速度、进给量等运动参数。在装配系统设计时提到由于实验条件的有限,位置偏差只考虑竖直方向上的高度偏差,水平方向的位移偏差和角度偏转暂不做考虑。第二章轴孔倒角装配阶段的装配可行域分析时,可以知道当没有角度偏差,只存在位移偏差时,装配可行域的约束条件为: < ( ) + ,其中 L 为轴孔初始位移偏差,即在这里的轴孔高度上的位移偏差,W 为孔件倒角宽度,R 为孔的半径,r 为长细轴件装配部分半径,在本实验中轴件和孔件的半径都为 18mm,因此装配可行域的约束条件可简化为: < 。在理想状态下,当以孔件中心线为基准时,长细轴件中心线可上下偏移 2mm 都是可以装配成功的,这里做一些工程实验来验证实际装配过程中在高度位置上长细轴件的装配可行域。待装配长细轴吊装在直线运动单元上,在装配前进行位置测量时,调节钢丝绳使其上升到预定高度,摇动孔件升降台 Y 轴方向上的手柄,使得孔的中心线与轴的中心线在同一竖直面。基于框式水平仪和可调角度规测量系统,通过调节重心调节平台上的配重块使长细轴中心线处于水平姿态。考虑到柔索吊装的水平长细轴位置不好调节,这里采用长细轴位置不动,调节孔件相对位置的方法来进行测试实验。将孔件高度尽量放低,进行试装配,当无法装配进去时,逐次将孔件调高 0.1mm,同时使用高度尺进行测量,直到长细轴刚好装配到孔中为止,定义这点的高度位置为长细轴的可装配最高点;继续增加孔件高度,依然逐次递增0.1mm,直到孔件太高无法装配进去为止,定义此时的高度位置为轴的可装配最低点。两者高度差可以得到装配高度位置可调节范围。每次装配过程中,同步采集柔索上的拉力传感器信息和孔件四角拉压力传感器数据并保存。在逐次抬升孔件高度并用高度尺进行测量时,需要注意高度尺位置不能变动。
.........
结论
在装配作业中,最典型且最广泛的工作模式是轴孔类零件的精密装配,为提高生产效率,缩短装配周期,适应现代化大批量生产的需要,国内外公司都在推广使用由装配机器人构成的自动化装配系统。装配方向也由手工化、刚性化向自动化、柔性化方向发展。某型产品由于工艺上的要求,需要采用水平装配的方式在保证质量的前提下提高效率。在国内,水平装配由于其装配过程扰动多,相关研究少,成为一大技术难题。本文提出了一种以上部柔索吊装水平装配系统为主体的水平柔性装配方法,做了一个缩比实验完成了对长细轴的水平装配,分析了位置、姿态、速度等对装配效果的影响,为轴孔水平装配的顺利进行提供了理论基础和数据支持,论文的主要研究成果总结如下:
(1)首先本文通过对有倒角长细轴插轴入孔的装配过程进行了动力学分析,推导出了轴孔装配过程中各装配阶段的装配力表达式,表明了装配力与轴孔侧向位移偏差、角度偏差、轴孔几何尺寸以及柔顺装置的侧向刚度 和角偏转刚度都有密切关系。这也为柔顺装置的设计提供了理论依据。同时,还对轴孔装配过程中容易出现的卡阻和楔紧现象作了深入的研究,并提出了避免或消除卡阻与楔紧现象的措施。
(2)分别对装配系统、测量系统和控制系统的系统功能和系统构成作了详细的介绍。分析了轴孔装配工艺要求和装配技术要求,并依此为设计依据对装配系统用三维设计软件 Solidworks 进行模型建立以及试验样机的搭建;在已有实验条件下,巧妙设计实验测量方案,在保证测量精度的前提下可以达到完成测量任务的目的;对测量系统中各种传感器、变送器、同步数据采集卡,控制系统中伺服电机、上位机等的选型和工作原理作了详细分析。
(3)最后进行轴孔装配试验,得出在装配过程中对接高度对装配效果最为明显,轴件向下的可调节范围约为 1.2mm,大于其向上的可调节范围约 0.8mm,当向下调节时吊装力变化更大,在可装配最低点处达-3.9kgf,远高于可装配最高点的+0.9kgf;俯仰姿态由于其本身的可调节范围很小,姿态的调整对吊装力和力矩的变化并不是很明显;装配进给速度虽然在吊装力变化值上影响较小,但在高速装配时,吊装力变化比较迅速,不容易控制,因此还得出需要在尽可能低的速度下进行装配,这里取 5mm/s 为宜。
..........
参考文献(略)