第 1 章 绪论
1.1 论文研究的背景及目的和意义
一个国家的经济实力和国防实力很大一部分程度决定于金属材料的生产及其技术含量。在金属材料的生产过程中[1],轧机的轧制生成占到其中的 90%以上,冷轧在轧制过程中更是具有重要的地位[2]。中国产业调研网发布的 2016-2020 年中国钢铁市场现状调研分析及发展趋势报告认为[3],根据《钢铁工业“十三五”发展规划》的要求,预计到 2020 年,中国钢铁工业结构调整将取得明显进展[4-6],资源保障程度会有明显的提升。届时会基本形成比较合理的生产力布局,具有较强国际市场竞争力以及影响力的企业也会出现。国民经济发展所需求的钢铁总量以及钢铁品种质量也能够得到基本的满足,我国也会初步实现钢铁工业由大到强的转变[7]。随着我国经济的高速发展,国家对高端装备的需求的增加,板带材产品的需求增加,对板带材的尺寸精度及表面质量要求也越来越高[8]。但我国的轧制生产整体水平相对发达国家较为落后[9],因此板带材的轧制尤其是冷轧板带材的产品质量及精度的提高是我们要解决的重大问题之一[10-11]。冷轧钢具有很好的性能,通过冷轧钢可以得到精度更高[12],厚度更薄的一系列产品[13]。冷轧轧出的带钢和钢板,平直度高表面清洁光亮,品种多,用途十分广泛[14]。所以冷轧钢在科技和工业的高速发展下更加广泛的应用于汽车工业,军用制品,航空航天等现代工业中。虽然我国在近年来的冷轧生产中取得了骄人的成绩,但与发达国家先进板材生产技术还有一定的差距[15-17]。在今后的发展中,我们要提升如装备水平、冷轧技术、以及产品质量等方面的综合实力[18],只有提升这些综合实力,我国的总体板材生产技术才能提升。近期全国冷轧薄板进口情况如表 1-1 所示,可以看出市场对钢材的需求量之大,进口板材也有增长的趋势。
.........
1.2 板形控制的研究概况与发展趋势
板带材产品的质量主要体现在板形上,板形的质量能够反映轧机的生产和加工水平[35],具有十分重要的地位。要能够顺利的实现高精度[36],高质量的板形控制,必须对板形控制理论进行深入的研究[37]。轧制理论中板形控制理论研究已久,在大部分的研究中,大量的采集数据来处理存在一定困难,因此在研究中采用理论方法计算得到数据同实际测量得到的数据相结合的方法来研究。板形控制技术是跨越轧制工艺、力学分析、机械设计、计算机等多个领域的综合技术。在板带材的控制和分析中,比较常用的有解析法和有限元分析法。板形控制的数学模型包括金属模型、辊系模型等方面的内容。板形模型的研究主要在于解决板形控制问题[38]。目前全世界只有德国、瑞典等国家的极少数大型公司可提供全套的冷轧板带材技术及板形控制技术。但其价格等诸多方面的问题制约了其在我国的应用。因此,板形控制技术的研究在相当长的一段时间内具有很大的实际意义和价值。板形控制是轧机板带材生产中十分关键的一项技术[39],世界各国都在重点研究,板形的质量受很多因素的影响,板形的控制和检测技术并不完善,因此板形问题已经是当下研究的重点和热点问题之一。设备控制和工艺控制是板形控制的两大类方法。在设备的控制方面,为了能够获得良好的板形,世界各国也发明了很多类型的轧机,主要种类有以下几种:HC 轧机、CVC 轧机、PC 轧机等等[40]。现在进行简单介绍:(1)HC 轧机(High Crown Control Mill):HC 轧机由日立公司研制,是一种新型六辊轧机。HC 轧机具有很高的板形控制性能,相对于普通四辊轧机的区别在于增加了两个可轴向移动的中间辊。HC 轧机利用轧辊轴向串动装置,适应带钢宽度的变化,使辊身长度根据变化做出相应的改变。(2)CVC(Continuously Variable Crown)轧机:CVC 轧机是 SMS 公司在 HCW 轧机的基础上进一步开发研制的一种轧机。CVC 轧机是一种可以连续调整的装备,是德国和许多国家一起研究出的一种轧机。 CVC 辊和弯辊装备的配合使用能够很好的控制凸度,CVC 轧机对板形的控制主要通过对带钢的横截面形状的控制来实现。CVC 轧机虽然对板形的控制能力有了显著的提高,但是边部减薄现象较为突出,为了改善这一现象人们又发明了 CVC-ESS,CVC-DES 等不同型号的轧机。
........
第 2 章 辊系弹性变形及板形控制的理论分析
2.1 板形的基本定义
板形的定义,简单直观的来说就是板的翘楚程度,带钢内的残余应力的分布是其本质内容[45]。板材的平直度,包括浪形、翘楚程度等是一般来说的狭义的板形概念。板的平直度、横向厚度等是广义的板形概念。板凸度和板平直度是衡量板形质量的两个重要指标。比较常见的一些板形的分类有以下几种。(1)理想板形:当除去板带所受的外应力以及纵切板带材时,板带材仍能够保持很好的平直特性。内应力沿板带材上均匀分布,所以理想的板形是平坦的。(2)潜在板形:当纵切板带材时,潜在的应力会使板形发生变化。板材的内部应力变化能够抵制因内部应力的不均匀分布而引起的板平直度的变化。当外力消除时,板带材能够保持良好的状态。(3)表现板形:当板带材平直度的变化超过板材内部的应力变化,使得板带内部应力沿板宽方向不均匀分布。最后使得板带材的局部发生弹性翘曲板形,成为表现板形。(4)混合板形:板带的各个部分板形形式不同称之为混合板形。比如板带材的一部分为表现板形,一部分为潜在板形。(5)张力影响的板形:当张力产生的内应力足够大,可以将表现板形转变为一般的潜在板形的水平。
.........
2.2 板形存在的问题及缺陷
带钢轧制过程本质上是金属的塑性变形过程,即带钢在轧辊的作用下发生变形。板带材要想成为一定尺寸合格成品,必须经过轧制过程并发生合理的横向流动和纵向的延伸。轧制过程的任一压下量的变化,都会使轧制板带材发生纵向延伸变化,进而影响到板带材的质量。板带材的轧制过程是一个复杂的过程,各个方向的受力等因素都会最终影响到轧制的结果。当横向压下量不均匀,各窄条会发生不均匀的延伸,各窄条之间也会产生相互的作用力。当作用力即内应力过大的时候会产生板带材的翘曲,从而会产生不良的板形。(1)理想的板形:理想的板形是值在纯理论情况下(图 2-6 b),即沿带钢宽度方向的内应力相等的情况下的板形。理想的板形在实际的生产过程中是不存在的。在去除外部的张力或在带钢纵切条的时候,理想板形能够保持原有的状态。(2)表现的板形: 表现的板形即我们平时所 说的“显性板形”。板带材的轧制过程中,当带钢横向方向受力不均匀时,带钢的抗翘曲或扭曲变形会超过截面模量。此时带钢的表面局部部分就会出现浪形(图 2-6 a、2-6 d、2-6 e、2-6 g)。在降低带钢内部正压力的时候,“显性板形”在一定情况下会转化为“隐形板形”(图 2-6 f)。隐形板形会在外部张力以后进行纵向切条的情况下显现出。(3)潜在的板形:即我们平时所说的“隐性板形”。带钢横向方向应力分布不均,但带钢的翘曲变形并没有发生(图 2-6 c)。除外部张力的时候,潜在板形情况下的带钢能够保持原有平直度。当释放出带钢的内部应力即经过纵向切条时,会形成浪形。
...........
第 3 章 板形控制模型建立..........19
3.2 影响函数法计算辊系弹性变形...........19
3.2.1 辊系的离散化.........19
3.2.2 轧机辊系变形基本方程.............21
3.2.3 辊系弹性变形的影响函数.........23
3.2.4 影响函数计算结果分析.............26
3.3 四辊冷轧机板形模型.......28
3.3.1 板凸度模型建立.....28
3.3.2 板凸度影响因素的理论计算.....33
3.4 本章小结.......34
第 4 章 四辊冷轧机板形控制的仿真分析......35
4.1 有限元法在轧制过程中的应用...........35
4.2 板带材轧制有限元分析模型.....38
4.3 四辊冷轧机有限元仿真分析结果.......42
4.4 各因素对板形的影响......43
4.5 其它板形影响因素分析.............47
4.6 本章小结......52
第 5 章 轧机板形控制的工程验证与分析......53
5.1 轧机板形控制的工程设备参数..........53
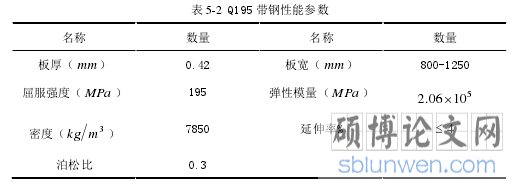
5.2 工程验证所用材料及工艺参数..........54
5.3 工程验证测试结果与分析........54
5.4 本章小结......58
第 5 章 轧机板形控制的工程验证与分析
通过前几章中对轧机的分析,建立了轧机轧制过程中的数学模型以及结合数学模型对轧制过程四辊冷轧机进行有限元建模分析,分析得到了影响板形的因素。因此,结合现代测试技术对轧机系统板形控制进行精确测试,并进一步分析板形控制的相关影响因素[52],在轧机设备的开发以及轧制生产中有着十分重要的意义。本章利用 2800 四辊板带冷轧机进行工程验证,研究板带宽度、压下量、工作辊直径、弯辊力等因素对板形的实际影响。通过对数据进行分析,确认这些参数在轧制过程中对板形的影响,以及将测试结果与数学建模和有限元仿真分析模型得到的结果进行对比来进一步验证本文的模型的准确性和实用性。
5.1 轧机板形控制的工程设备参数
本章节以国内某企业的 6 50 / 1 400 2800四辊可逆式冷轧机为测试对象。机械设备、电气传动部分和液压系统是 2800 四辊板带冷轧机的三个组成部分。机械设备主要有机架、轧机的两个支撑辊、轧机的两个工作辊、前后卷取机、前后导向辊、人字齿轮座、减速器和万向接轴等。传动设备主要有前后卷取机传动系统以及轧机电气传动部分构成。液压装置主要是由安装在工作辊传动侧以及操作侧的正弯液压缸和负弯液压缸和安装在机架两侧的两个压下液压缸以及液压的动力来源(液压站)所组成。本章所用利用的 2800 轧机轧制厚度范围介于 0.1mm 到 7.0mm 之间,轧制宽度范围介于800mm 到 2500mm 之间。此类轧机在轧制铝合金板带材料时被广泛应用。2800 轧机轧制出来的产品无论是在普通民用还是在军工方面都有着十分重要的用处。2800 四辊可逆式铝带轧机如图 5-1 所示,其结构组成示意图如图 5-2 所示。
.......
总结
本文以某型号四辊冷轧机为研究对象,为了解决其在轧制生产中板形控制问题,在查阅大量文献及总结前人工作的基础上,综合运用辊系弹性变形理论以及板形理论,建立了轧制过程中板形控制数学模型,结合板形控制数学模型建立了轧制过程中板形控制有限元模型,并进行了仿真分析。对轧制生产过程中的实际工程数据进行测试和采集,分析研究了轧机的板形控制特性,进一步验证了本文建立的板形控制模型及仿真结果的正确性和可靠性。本文主要内容如下:
(1)针对四辊冷轧机进行了分析,即分析板带材的板形及板凸度。引入板形和板凸度的基本理论和常用的判别方法,分析了板平直度、板凸度与板形之间关系,根据板形存在的问题及缺陷研究了板形控制的常用方法。
(2)根据轧制过程基本理论,建立了板形控制的数学模型。重点考虑辊系弹性压扁这一影响因素,利用影响函数法对辊系进行分析和研究。对数学模型进行计算求解,得到轧制力及弯辊力等因素与板凸度关系。
(3)基于板形控制数学模型,利用 ANSYS/LS-DYNA 建立了辊系弹性变形下的板形控制有限元模型,并对模型进行了仿真分析。利用有限元模型并结合数学模型得到轧件宽度、轧辊弯辊等因素对板凸度的影响曲线。结合辊系的变形情况分析得到轧件的相关应力和应变图。
(4)结合四辊冷轧机轧制生产过程中的实测数据,进一步分析验证了本文建立模型的准确性。将实际工程得到的数据与有限元仿真分析得到的值进行对比。通过分析两者的变化规律,得出两者变化规律的一致性,进一步验证了所建立模型的正确性以及理论和实践价值。
..........
参考文献(略)