本文是一篇电气自动化论文,本文旨在研发一台全数字化的逆变电焊机,通过对焊接理论的研究、电源拓扑的研究、焊机系统的研究、软硬件的开发、通信的研究,给数字化逆变电焊机的发展做一些贡献。
第1章 绪论
1.1 研究背景与意义
电焊机号称工业之母,是国家工业发展中必不可或缺的设备之一。随着国家经济的蓬勃发展,电焊机的需求量日益增加,据统计,全世界钢产量的一半,需经焊接加工,才能得以实际应用。
焊接是通过物理、冶金和化学的方法把两个物体的物质相互渗透,产生分子或原子间结合力,使物体紧紧连接在一起的方法,在金属材料的连接中最为普遍。当前的焊接已经在传统的连接方法,发展称为一门科学,并且不断有新的理论和技术融入其中比如大数据的应用,网联技术的应用,远程管理的应用等。
电弧焊起源于1802年英国人戴维发现电弧现象,1885年俄国人别那尔道斯发明了碳弧焊法,电弧才应用于工业生产。1888年,俄国人拉文诺夫发明了金属极电弧;1908年,瑞典人基尔博格研制了薄药皮焊条;1930年,出现了厚药皮焊条,出现了TIG焊;1948年,出现了脉冲MIG焊等惰性气体保护焊;1950年开始研究CO2焊焊接方法,由于专业化电焊机厂家的稀少及其配件的供应渠道十分有限,故直到1980年以后,逆变式CO2焊机才应用于批量生产。[2]在所有的焊接方法中,电弧焊最为常用,约占90%以上。
近年来,随着国家能源战略的调整,世界环境的治理日益严峻,在2020年9月22日的第七十五届联合国大会一般性辩论上,中国国家主席习近平提出了“碳达峰”和“碳中和”的概念,表示要加快形成绿色发展方式和生活方式,建设生态文明和美丽地球。中国在双碳目标的压力之下,各行各业均要向节能减排发展,制造工业更需要精细制造。特别是汽车工业,排放指标一再提高,汽车的制造必须新能源化和轻量化。汽车的轻量化,是汽车降耗的重要手段,为此在汽车设计时必然设计轻量化结构和使用轻量化材料,开发出很多新的制造工艺。汽车的新能源化会大量的使用电力产品,为了提升能量密度和功率密度,材料和结构设计也不断创新,开发出新的材料使用和新的焊接工艺。铝、镁、钛等合金密度低、强度高,这些材料的使用能使车身重量大大减轻,特别是铝合金资源丰富,综合性能优越,容易获取,良好的成形加工性能已及价格相对便宜,在地铁、高铁、航空航天器制造业中已获得广泛的应用,在高档汽车轻量化中普遍使用。
..............................
1.2 国内外研究现状及趋势
1.2.1 电弧焊机发展历程
电焊机的电弧是焊接电源输出端的正负电极之间产生的气体介质剧烈放电现象。在焊接过程中不同技术的电焊机,熔滴的过渡可控性不一样,焊接效果差异巨大。电焊机的技术是随着电力技术、半导体技术和电力电子技术的发展而发展起来的,其主电回路结构在不同的阶段也有所不同。
1、变压器电焊机
最早的电焊机是利用变压器的铁芯储能和变压器的变比特性实现电压降低、电流增大的原理来实现的。这种电焊机输出电流依靠变压器的铁芯来调节电磁场工作点,电路结构如图1.1所示。为了提高可靠性,焊接时电感不会饱和,通常变压器容量较大,体积笨重,输出低压交流电,焊接时电弧暴躁,焊接质量较差。

电气自动化论文怎么写
............................
第2章 焊接理论的研究
2.1 电弧分析
电弧是各种电弧焊接的能源,发出强烈的光和热,却不是一般物质的燃烧,而是焊接电源输出电能的两个电极之间或电极与焊件之间的气体放电现象。
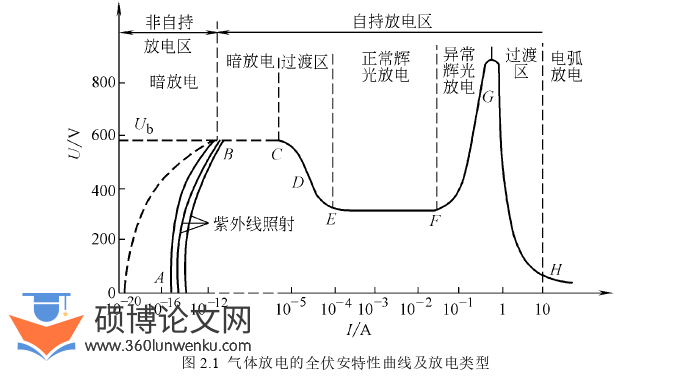
2.1.1 气体放电的伏安特性
气体在通常情况下是不导电的,若要导电,必须要外界产生带点粒子来造成气体放电。当电流大过一定值时,气体放电只需要外界粒子诱导,在放电过程中阴极不断的发射出足够的电子,气体电离度大,外界粒子撤销后仍然能够自己维持下去,这种放电过程叫做自持放电。按照电流数值和放电特性的不同,自持放电有分为暗放电、辉光放电和电弧放电三种基本形式,其中电弧放电的电压低、电流大、温度高、发光强,因此电弧放电在焊接领域广泛应用。
电气自动化论文怎么写
...........................
2.2 熔滴过渡分析
2.2.1 焊丝的加热及熔化
熔化极焊丝在焊接过程中,主要受到电阻热和电弧热两部分能量的加热。电阻热对焊丝进行预热,电弧热是焊丝加热和熔化的主要热源。电阻热与电流、焊丝电阻率、焊丝直径、送丝速度和焊丝伸出长度都有关系。焊丝熔化主要靠阴极端面及压降区所产生的热能使焊丝温度骤升到其熔点以上,而弧柱区对焊丝熔化的影响是非常小的。如图2.6示意,焊丝在枪嘴处A点接通电源,焊丝伸出长度AO段产生电阻热。焊丝的OB段是阴极压降区,电压降较大,电功率加热严重,温度上升较快。
焊丝熔化后,端部的熔滴主要受到表面张力、熔滴重力、电弧电磁力等力的作用。这些力共同作用决定了熔滴的大小和过渡状态。表面张力保持着熔滴的状态,增加熔滴温度或熔滴上有表面活化物质时,都会降低表面张力,从而减小熔滴的尺寸。电流通过熔滴时导电的截面是变化的,电磁力会产生轴向电磁力和径向电磁力,在熔滴根部会形成缩颈,这时电磁力是促进熔滴过渡的,而在熔滴顶部,轴向的电磁力与表面张力的方向一致,这时的电磁力是阻碍熔滴过渡的。重力的作用于焊接位置有关,如果是仰焊,重力阻碍熔滴过渡,如果是平焊,重力促进熔滴过渡。等离子流力是焊丝端部到焊件的气体流动的力,推动熔滴向焊件促进熔滴过渡,这个力的大小与焊丝直径和电流大小密切相关。电极上形成斑点时,主要通过斑点导电产生热量,同时承受电子或粒子撞击。金属蒸气的反作用力阻碍熔滴过渡,斑点压力也阻碍熔滴过渡,外部气体的吹送力促进熔滴过渡。
............................
第3章 数字化逆变焊机电源拓扑的研究与选择 .................................... 30
3.1 功率变换拓扑 ................................... 30
3.1.1 正激式开关电源拓扑分析 .............................. 30
3.1.2 双端正激式开关电源拓扑分析 ............................. 31
第4章 数字化逆变焊机电源的系统设计 .......................... 53
4.1 数字化的逆变焊机电源系统 ............................ 53
4.2 数字化的主回路 ....................................... 54
第5章 电焊机系统分析和信号处理 ............................ 70
5.1 电焊机系统分析 ...................................... 70
5.2 电焊机系统的信号处理 ................... 71
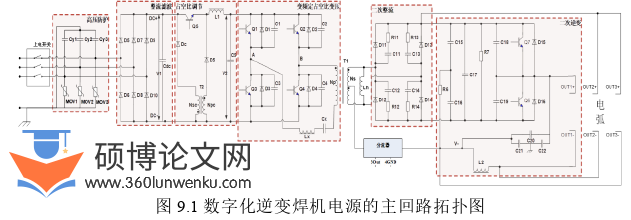
第9章 数字化逆变焊机电源关键电路的硬件设计
9.1 数字化逆变焊机电源主回路的计算
9.1.1 数字化逆变焊机电源设计
目标 输入电压:三相380±10%,50HZ;
输出最大空载电压:70V;
电流调节范围:0~315A;
电源输出功率:12KW 电流上升时间/下降时间:1~10s/1~10s;
脉冲焊频率范围:1~200Hz;
负载持续率:60%
电气自动化论文参考
......................................
第10章 结论与展望
10.1 结论
数字化逆变电焊机在我国已经发展了十余年,但是真正的完全数字化的弧焊机还寥寥无几,本文旨在研发一台全数字化的逆变电焊机,通过对焊接理论的研究、电源拓扑的研究、焊机系统的研究、软硬件的开发、通信的研究,给数字化逆变电焊机的发展做一些贡献。本课题主要研究了以下内容和结论:
1、对于输出电流波形控制方法,给出了建立调制波形的原理和实现方法,包括交流矩形脉冲、交流三角形波形和交流正弦波波形的波形控制,对脉冲电流对焊接熔深和熔宽的影响初略的探讨。
2、广泛研究了开关电源拓扑,试图找到一个最合适的数字化逆变电焊机主回路的拓扑,对于小功率手持焊机可采用反激式逆变和正激式逆变拓扑,对于大功率则还是采用全桥逆变的拓扑。本文在全桥拓扑基础上,加入软开关的应用和前级BUCK电压调节,大大优化了全桥拓扑的开关损耗和主变压器易偏磁的缺点,构成了全新的“基于电压馈电的数字化逆变电焊机的拓扑”。
3、对于数字化焊机,就是如何建立起输出与给定和状态的联系,采用弧长调节原理,建立送丝速度与熔化速度的关系,应用电压反馈和电流反馈的双环控制方法,结合信号硬件滤波和数字滤波,自适应神经网络PID的控制系统,构成了高准确性、抗干扰和高可靠性的数字逆变电焊机控制系统。
4、对软件的功能进行模块化和平台化设计,构建了软件架构,引入了系统参数标定的方法,实现一机多用的设计理念。
5、对数字化逆变电焊机的主回路进行了详细的设计和器件选型,对硬件控制电路的关键电路进行了详细的设计,对主回路数字化的关键-电子开关控制的PWM的生成给出了软件底层配置代码。
参考文献(略)