本文是一篇电气自动化论文,论文针对目前 TFT-LCD 图像缺陷检测现状,提出了一种 LCD 全功能全自动化光学检测设备。该动力系统主要由软件与硬件两大部分组成。通过使用工业动力元件和光学检测 CCD 相机再结合自动检测方法,可实现对液晶显示屏的全自动全功能检测。本文依次完成了全功能自动化光学检测设备结构与参数设计、对图像点、线、Mura 和闪烁度的检测方法进行研究与设计和检测设备的自动控制系统的设计。
第一章绪论
1.1研究背景及意义
近年来,随着全球科学技术的迅速发展,全世界液晶显示及相关产业发展规模日益增大,TFT-LCD 及其相关产业的市场与生产制造商产业也随之不断地增加。最初,TFT-LCD 技术以日本技术为世界主导,随后,韩国与中国台湾也随之逐渐的发展起来,并且这些年来每年的增速成倍上升[1]。而 TFT-LCD 以低成本、出众的体积优势、高解析度以及高亮度等优势逐步占据显示器的主导地位,普遍用于智能手机,台式与笔记本电脑、多媒体会议终端显示屏、智能手表、车载多媒体终端和家用智能电视等生活与办公领域[2]。
目前,TFT-LCD 行业在全中国乃至全球都竞争激烈,人工劳动力的使用直接决定着生产成本,最终决定着产品的成本竞争力。
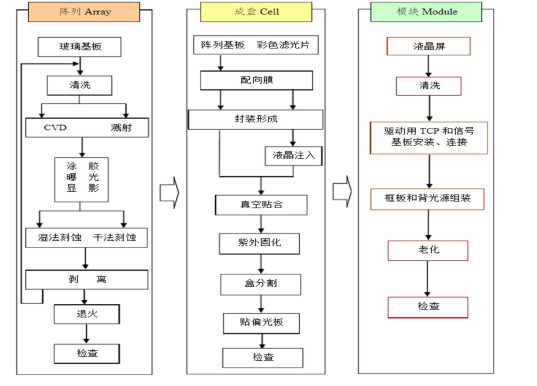
由于液晶显示屏生产涉及到的工艺流程多达 300 多个,工艺繁杂,任何环节都有可能出现缺陷问题,而现如今多数的液晶显示屏生产商还是通过采用人工作业,利用人眼识别判断的的方法来检测通电后在不同显示信号作用下的液晶显示屏的显示缺陷。这种传统的检测方法检测效率较低、且受作业人员的主观因素影响大,并且检测质量无法得到较好的保障、很难量化对缺陷评定等问题,具有较大弊端[3]。TFT-LCD 工艺流程如图1-1 所示。
电气自动化论文怎么写
.............................
1.2 国内外研究现状
在国内,更多的学者主要对光学检测中的图像处理关键技术、检测系统和检测方法展开研究,而自动化光学检测设备的研究主要是提出应用在不同领域的新构型、新结构和新的检测方法。就检测设备构型而言,自 2006 年首台液晶显示屏检测设备推出后,国内工作人员逐渐开始研究缺陷检测设备[5-7],为后续检测设备的开发提供了研究依据。随着大量企业的自主研发,一些 LCD 自动检测设备新结构被逐渐提出[8-10],这些检测设备通过使用上下料机器人与转盘,可实现 LCD 的自动检测,但无法进行大量生产,同时存在着检测功能不全面的不足。在检测方法上,毕昕、丁汉等人针对 LCD 中的 Mura 缺陷的特点,通过对图像进行背景纹理抑制、和显示状态下被测图像亮度不均匀校正等方法,生成了一套针对液晶显示屏的 Mura 缺陷的自动检测流程[11]。郑永水等人提出了一种LCD 屏的 Gamma 曲线检测方法及系统,省去了在 LCD 屏的灰阶图像之间的切换,简化了检测操作流程[12]。谢钰峰等人公开了一种带有自动识别功能的液晶面板 AOI 设备,该设备可实现全自动化来进行良品与不良品的筛选,且还能对不良品进行标注 [13]。
在国外,Kyu-Bong Lee等人较早针对液晶显示图像的显著性缺陷特点,研究了一种性能稳定的检测算法,结果证明该算法对显示图像的模糊缺陷的检测具有较大优势 [14]。韩国LG公司的Dae-Cheol Lim等人随后针对视觉检测中的缺陷提出了一种基于缺陷本身潜在危害性的分类方法,并且成功的将该缺陷分类方法使用到类系统中,证明了该系统的有效性,为缺陷检测行业对缺陷的定义提供了研究参考[15]。L.W. Chul 等人融合了显示缺陷检测与分类这两种技术,研究了关于较大尺寸液晶显示屏幕的AOI检测技术,并证明该技术能够有效提高LCD产品的检测效率与生产合格率 [16]。俄罗斯的S.M.Sokolov等提出了关于LCD的自动检测算法和相应配套硬件[17]。日本的K.NAKASHMA等提出了对于液晶显示器的滤色片缺陷的混合式检测系统。该检测系统将一般的缺陷检测和滤色片上的内部缺陷分别处理,并利用傅利叶滤波光学系统,提出了图像作差的思想[18]。此外,韩国的Jung-Hun Kim,Suk Ahn等提出了用DSP进行并行处理,来提高实时处理速度的LCD检测装置,该装置采用高分辨率线阵CCD摄像机,通过同步传送带传送液晶显示屏[19]。
............................
第二章全自动化光学检测设备结构设计与分析
2.1 引言
结构设计是整个自动化光学检测设备研究的基础。只有结构设计合理可行才能为产品检测提供稳定的测试环境,此外,自动化检测也是主要通过以机械零部件为载体,各组件和模块之间的相互配合,从而实现设备的自动化运行。全功能和全自动化光学检测,检测设备结构复杂,模块化繁多。在这里,结构设计的基本原则为:(1)在满足功能性要求的基础上,整体设备各运动模块动作不干涉、功能不多余;(2)在满足加工件强度基础上能最大程度上缩减结构尺寸,降低经济成本。由于设备庞大,需要的结构零部件多达两百多个,若对每个零件进行单独重点研究设计和分析许,则工作量太大,且人力成本和时间成本太高,不能满足客户实际需求,许多结构固定件(如:钣金件、用于连接或承载的金属加工件、支撑支架等铸件)的尺寸、外形及选材均根据以产品外形为出发点,在满足上述两点基本原则的基础上,再结合工作经验来进行选取和设计。本章只对设备的整体布局和其中重要的功能部件进行结构和参数设计。本章首先对全功能全自动化光学检测设备进行总体架构设计与分析,然后对其结构组成、工作原理、参数匹配及部件选型进行分析。
................................
2.2 LCD 全功能全自动化光学检测设备系统架构设计与分析
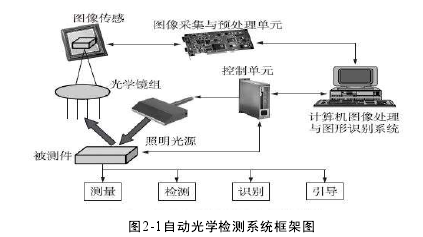
LCD全功能全自动化光学检测设备在整体架构上是由机械结构系统、软件控制系统、图像算法检测系统三大部分组成。机械结构系统主要包括设备外框架及设备主体两部分,为整个检测设备运行的基础。软件控制系统主要由可编程逻辑控制器、控制程序、人机交互模块等组成,负责整个设备的自动化控制,为实现自动化检测的关键。图像算法检测系统主要包含各类显示缺陷的检测算法,为液晶显示屏检测的核心部分。整个检测过程的基本原理为:工业CCD相机在自动化移动模块与外置均匀照明光源的协助下,拍摄待检测液晶显示屏的各种预先通过检查机、载具等装置成功显示的检测画面,获取显示画面后将数据传输至计算机,通过内置于计算机的图像算法及配套的软件对图像进行处理和识别,最后将得到的结果与预先设置好的标准图像模板进行对比,这样既可判断采集的图像是否有缺陷,并根据检测情况进行缺陷类型判断与定位,以便对缺陷进行统计与消除[20]。自动光学检测技术的基本原理如图2-1所示。
电气自动化论文参考
................................
第三章全功能检测设备检测方法研究 ................................. 19
3.1 引言 ................................................ 19
3.2AOI 检测 ...................................... 19
第四章检测设备自动控制系统设计 ............................... 40
4.1 引言 .............................................. 40
4.2 可编程逻辑控制器简介 ......................................... 40
第五章总结与展望 ........................... 50
5.1 总结 ............................................ 50
5.2 展望 ..................................... 50
第四章检测设备自动控制系统设计
4.1 引言
自动控制系统是实现整台设备自动运行的核心,对于功能庞大、结构复杂的设备来说,制定有效合理的控制系统是提升设备运行效率与性能的关键。本章主要展开了对LCD全功能全自动化设备光学类检测设备自动控制系统的设计,主要分为电气控制与气动控制两部分,通过二者的结合即可实现设备的全自动化功能。前文提到,Carrier为一种携带LCD的一种精密装置,能将LCD的位置精密的限制在合理的使用范围之内,从而实现通过POGO PIN组件(POGO PIN组件主要由POGO CELL装置和探针组成,POGO CELL装置为探针的容器,通过该装置可将若干微小探针放置在一起,并且内在的弹簧装置可起到保护探针的作用)将与LCD产品上固联的微型信号连接器和与检查机信号导通的PCB转接板精密接触的导通,起到保护与转接的双重作用,为全功能全自动化光学检测做好准备。本文在整个自动化控制系统设计的过程中,自动化搬运的对象即为Carrier组件。检测设备自动控制系统的设计原则为:满足设备各结构部件按照指定的运动轨迹自动执行需,即能使结构部件按照设定的程序进行执行相应的连贯动作,从而实现整个设备的自动化。
...........................
第五章总结与展望
5.1 总结
论文针对目前 TFT-LCD 图像缺陷检测现状,提出了一种 LCD 全功能全自动化光学检测设备。该动力系统主要由软件与硬件两大部分组成。通过使用工业动力元件和光学检测 CCD 相机再结合自动检测方法,可实现对液晶显示屏的全自动全功能检测。本文依次完成了全功能自动化光学检测设备结构与参数设计、对图像点、线、Mura 和闪烁度的检测方法进行研究与设计和检测设备的自动控制系统的设计。全文总结如下:
(1)提出了一种 LCD 全功能全自动化光学检测设备,对 TFT-LCD 全功能全自动化光学检测设备的机构进行设计与分析,首先总体设计分析了自动化检测设备系统架构,并分析了其内部结构组成和工作原理,然后设计了设备各主要模块的机械结构与设备整体外形结构,并分析了其结构组成与工作原理。再对检测设备的框架外形进行了介绍与分析。此外,还对自动化光学检测设备关键部件参数进行设计,最终确定其整体基本参数,并对使用自动化检测设备前后的经济成本和检测效率进行了预测和计算,得出了经预算人力成本可减少 83%,综合经济成本可节省约 60%,TFT-LCD 的检测效率可提升50%的结论,最后还对该设备相对于现存的 LCD 检测设备的改进点进行了总结。
(2)对全功能检测设备检测方法进行研究与设计,即 AOI 检测、Mura 缺陷检测和Gamma 检测方法进行研究与设计。首先,对图像的点缺陷和线缺陷的特征进行提取,并进行简单的特征识别,然后通过综合运用阈值分割、帧运算和数学形态滤波的方法对点缺陷特征进行提取,然后通过坐标变换的方法进行点缺陷识别。通过图像滤波等图像处理方法对初步获取的图像进行预处理,最后进行图像分割与量化。最后通过对比分析对比法与 JETIA 法,从检测效率与设计成本来考虑,最终确定了对比法为图像闪烁度检测的最终选择。
(3)对 TFT-LCD 全功能全自动化光学检测设备进行了自动控制系统设计,通过对电路与气路两部分的控制实现了设备的全自动化功能。首先对可编程逻辑控制器进行简述,通过使用可编程逻辑控制器,并结合所设计的梯形图语言来实现对设备中直线模组的伺服电机的控制,从而实现设备各模块中伺服电机的的自动化控制。而利用工业自动化中常用的气动元器件并结合气路图进行设计即可实现对自动化模块中气缸的自动控制。最后解释说明了未能进行实验验证的原因。
参考文献(略)