本文是一篇机械论文,本论文针对影响飞机垂平尾对接交点孔精加工的工艺参数进行研究,建立了基于精加工工艺参数的表面粗糙度和切削力预测模型,并在此基础上通过多目标优化算法得到最优加工工艺参数组合。
第1章 绪论
1.1 研究背景与意义
航空制造业被誉为“现代工业之花”,是衡量一个国家经济实力、科技实力和工业化水平的重要标志。近年来,我国航空工业得到了迅猛发展,《国家战略性新兴产业发展“十二五”规划》和《中国制造 2025》都将航空装备产业作为重点领域。在此背景下,我国的航空工业技术水平得到极大提升,相继研制出一系列新型飞机。
飞机制造是一个复杂的系统工程,其中飞机装配是其中的一个重要环节[1, 2]。飞机装配是将飞机零件按照一定的顺序进行组装,最终组装成一架完整飞机的过程[3]。飞机装配涉及的环节众多,需要各个环节之间密切配合,因此在飞机制造中需要投入大量的精力[4-6],对飞机生产质量和效率有重要影响[7]。交点孔是飞机装配过程中连接各种组、部件的连接孔,其数量众多,类型多样,对飞机装配质量有至关重要的影响,因此有较高的加工质量要求。现有资料表明,飞机无法正常工作主要原因是交点孔处出现疲劳破坏[8]。因此,保证飞机交点孔的制孔精度和质量对于提高飞机的使用寿命,保证飞机的飞行安全具有十分重要的意义。
目前,交点孔精加工广泛使用精加工平台进行工件固定,以钻模作为加工标准,配合手动加工的方法进行交点孔的精加工[9-11]。但是该类加工方法通常存在以下问题:①需要多次重复加工,加工效率低;②加工后的交点孔容易产生应力变形,使得实际位置与理论位置产生偏差,影响产品装配;③人为因素影响较大,对工人的技术要求比较高,且由于工人个体技术水平的差异影响,加工稳定性较差。数控镗床是目前进行交点孔精加工较为先进的技术,可通过数字编程技术对轨迹进行设计,从而避免重复多次加工,降低人为因素的干扰,大大提升了加工效率和产品质量的稳定性。然而,数控镗床在进行交点孔精加工时,其加工质量和精度受到镗削速度、切削深度和进给量等加工工艺参数的综合影响。因此,在加工过程中,如何确定以上工艺参数是需要研究的重要问题。
.........................
1.2 国内外研究现状及问题
1.2.1 飞机交点孔加工研究现状
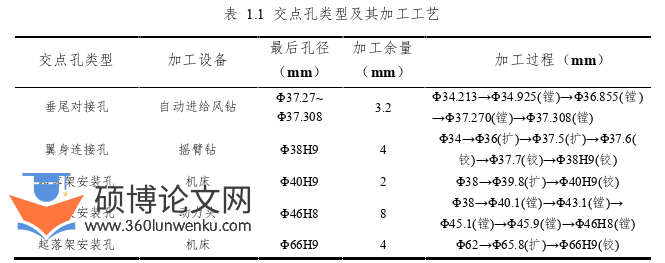
飞机交点孔是飞机重要部件的连接孔,需要很高的加工精度。目前交点孔精加工主要基于大型精加工台面,采用自动进给钻等设备进行加工,同时配合手动加工。表 1.1所示为不同类型交点孔及其加工工艺过程[9]。
机械论文怎么写
从表 1.1中可以看出传统交点孔加工以扩孔、铰孔等工艺完成孔的精加工,但是其存在若干问题,主要表现为:需要重复多次加工,加工效率低;受加工人员水平影响较大,质量稳定性差;孔位容易受到应力变形的影响,导致位置超差;数字化水平较低等。这些问题导致传统交点孔加工手段越来越无法满足飞机交点孔精加工的需要,亟待发展新技术、新工艺满足当前飞机制造对交点孔加工的要求。
..............................
第2章 镗削加工及仿真的理论基础
2.1 本章概述
某型飞机垂平尾交点孔精加工采用镗削工艺,加工工件材料钛合金属于难加工材料,不同镗削加工参数对交点孔精加工质量会产生影响。为研究不同加工参数对交点孔精加工质量的影响规律,通常采用试验法得到不同加工参数条件下的交点孔精加工结果。但是此种方法耗费大量的材料,成本较高,且通常仅能获得较少试验结果,影响分析结论的可信度。基于有限元理论的金属切削仿真方法,可以采用仿真软件建立金属切削的过程模型。通过调整仿真模型的参数获取不同切削结果,可以方便的分析金属切削的规律。
本章首先介绍镗削加工的相关理论,在分析镗削加工流程的基础上给出镗削加工的基础知识,包括镗削加工特点与加工参数;然后重点介绍了镗削加工的基本力学理论,为后续分析不同加工工艺参数对加工质量影响提供理论基础;最后介绍有限元仿真基础,以典型有限元仿真软件ABAQUS为例说明镗削加工有限元仿真的基本流程。
...........................
2.2 镗削加工基础知识
镗削加工是一种加工内孔的机械加工方法,其特点是工件固定不动,刀具随主轴作旋转运动,同时主轴沿孔的轴向方向作直线运动,两种运动合成来完成零件的加工。根据加工精度,镗削加工可分为粗镗、半精镗和精镗加工。飞机垂平尾交点孔加工属于精镗加工。通过对镗削加工过程相关理论的梳理,能获取影响产品加工质量的因素,为后续进行有限元仿真建模和参数优化提供理论支撑。本节重点介绍镗削加工的主要参数及特点。
2.2.1 镗削加工特点
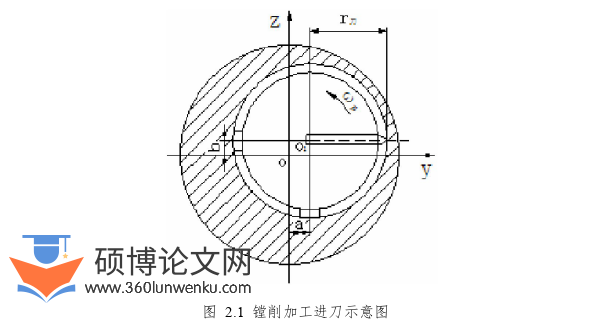
利用镗削工艺进行圆形孔径加工时,刀尖的运动是主轴的轴向直线运动和绕轴线回转运动的合成运动。镗削加工进刀示意图如图 2.1所示。从中可以看出在镗孔加工过程中,镗杆会受到旋转运动产生的离心力和切削产生的切削力,同时镗床也会产生一定的振动,导致刀具进给时产生轻微的振动,进而导致刀尖的运动轨迹的圆心1O与工件的轴心O产生一定的偏差。特别是当加工孔的孔径较大时,这种偏差也会越明显[45]。
机械论文参考
..........................
第3章 交点孔精加工仿真模型的建立和验证 ............... 22
3.1 本章概述 .............................. 22
3.2 交点孔镗削加工过程有限元建模 ..................... 22
第4章 表面粗糙度与切削力预测模型建立 .................... 38
4.1 本章概述 .......................... 38
4.2 表面粗糙度预测模型 ...................... 38
第5章 交点孔精加工工艺参数优化与验证 ......................... 54
5.1 本章概述 ................................. 54
5.2 多目标优化方法 ..................... 54
第5章 交点孔精加工工艺参数优化与验证
5.2 多目标优化方法
5.2.1 优化的概念与类型
交点孔精加工是一个复杂的过程,其加工的质量与效率受到多方面因素的共同影响,如加工设备、工人技术、加工刀具、工件材料以及镗削速度、主轴进给量和切削深度等加工工艺参数,同时这些因素之间也会相互影响。在给定加工设备、工件等条件下,选择何种加工工艺参数使得交点孔精加工质量和效率最佳,即为交点孔精加工工艺参数的优化问题。
优化问题三要素为决策变量、目标函数和约束条件。决策变量是可以改变或优化的量,通过对决策变量的改变可以获得不同的结果。如交点孔精加工过程中的镗削速度、切削深度等,通过对这些量的改变可以得到不同的加工效果。目标函数是用来评价模型的标准,通常表示为决策变量的函数。优化的目的就是选择合适的决策变量使得目标函数最大或者最小。约束条件主要用于限定决策变量的取值范围或者定义域,但约束条件不是优化问题所必须的。优化问题根据不同的标准可分为不同的类型。
按照优化模型的数学类型,优化可以分为线性优化和非线性优化问题。当目标函数和约束条件均是由一系列线性函数组成时,称为线性优化问题。即最小化或最大化在一组线性约束条件约束的线性目标函数的问题。根据约束条件是否是等式又可分为标准型和松弛型。标准型线性优化的约束条件是一系列的不等式,松弛型线性优化是通过引入松弛变量将约束条件变成一系列的等式。与线性优化问题相反,目标函数或约束条件至少有一个是非线性函数的优化问题都属于非线性优化问题。非线性函数包括指数函数、幂函数、对数函数、多项式函数等基本初等函数以及它们组成的复合函数。非线性优化问题也可分为标准型和松弛型,这与线性优化问题一致。
机械论文参考
...........................
第6章 结论与展望
6.1 结论
本论文采用试验与有限元仿真相结合的方式对影响飞机垂平尾对接交点孔精加工质量的加工工艺参数开展研究,首先建立基于精加工工艺参数的表面粗糙度和切削力预测模型;然后在此基础上分析不同精加工工艺参数对表面粗糙度和切削力的影响规律;最后利用预测模型进行多目标优化,得到用于交点孔精加工的最优参数组合。具体而言,本文的主要工作和结论体现在以下几个方面:
(1)利用ABAQUS有限元分析软件对交点孔镗削过程进行仿真建模。通过钛合金TC21正交镗削试验得到的切削力对二维镗削仿真模型进行验证。试验表明:建立的仿真模型在相同试验参数条件下可以获得与真实试验相近的结果,交点孔精加工过程中切削力的变化趋势与大小基本一致,各组试验中切削力最大相对误差为5.72%,低于设定的误差10%的精度要求。因此,利用仿真模型可以准确仿真实际交点孔镗削加工过程,可为加工工艺参数优化提供仿真数据支撑。
(2)利用试验与仿真数据建立了交点孔镗削表面粗糙度和切削力的预测模型,并在此基础上分析了精加工工艺参数对表面粗糙度和切削力的影响规律。利用数据验证了所建预测模型的准确性,相对误差均在10%以内。对加工参数与表面粗糙度的影响规律分析表明:表面粗糙度与镗削速度呈负相关,与进给量和切削深度呈正相关,可以通过适当提高镗削速度,减小进给量和切削深度的方式减小表面粗糙度,以提升工件加工质量。加工参数与切削力的影响规律分析表明:在较低镗削速度条件下,切削力受镗削速度影响较大,且随镗削速度增大而降低;在较高镗削速度条件时,切削力受镗削速度影响较小,基本不随镗削速度变化而变化或略微升高。切削力随进给量的增大而增大,但是其绝对值受进给量的影响不大。切削力受切削深度的影响较大,切削力随切削深度的增加而增大。总体上,切削深度对切削力的影响最大,镗削速度对切削力的影响居中,进给量对切削力的影响最小。
参考文献(略)