本文是一篇计算机论文,本文所设计算法解决了设备网络、同质化设备网络、差异化设备网络三种设备资源条件下的综合调度问题,能够在复杂度较低的情况下获得较优的解。
第1章绪论
1.1课题研究的背景
传统的调度问题研究中,依照工业化时代的生产过程,衍生出了将整体过程分解成加工过程和装配过程分别处理的调度研究。生产规模大型化和生产过程连续化使得调度成为生产过程的关键瓶颈之一。对此类问题的研究有利于优化企业生产资源配置,缩短产品加工时间,降低生产成本,提高企业生产效率等重要实际应用价值。
因为当今生产力的发展迅速,产品会出现在性能、特点方面相似的同质化问题。而在现代化的新局面下,制造业也要迈入新阶段,要从原来的讲究数量转变为讲究质量,在质量效益上实现转型升级,逐步迈入“互联网+”时代以实现“中国制造2025”。而其中的核心就是智能制造[1],即对传统制造业进行升级,使得整个生产形态从以数量为本的大规模生产转向以用户为本的个性化定制生产,以满足差异化的消费需求。
针对此类问题,谢志强等[2]提出了综合调度的概念,解决传统思想上因为割裂产品生产中的加工和装配的内在联系的问题。相比于产品加工调度和产品装配调度,第三类综合调度则是在统一处理的基础上专门用于多品种小批量的生产模式。综合调度为了简化复杂产品的调度分析,将加工、装配设备定义为设备统一调度,并将加工和装配统一定义为加工[3],通过对生产产品的加工工艺树和车间内的生产设备集合进行分析,将加工工序和加工设备进行有序对应组合,在时间和空间生产上得出相符的调度结果。
为了实现在生产管理上应对复杂的定制化生产运作模式对生产调度提出了新的要求,除了在固有基础上继续进行结构优化,还需要兼顾分布式协同制造的调度方式,使得多行业多部门能够各司其职井然有序地参与到生产制造当中去。分布式制造已经成为制造业重要发展方向,分布式制造允许在地理上分散生产,具有小规模生产并接近终端用户的特点[4],因此协同加工调度更能适应当前的生产环境,但是综合调度的该类研究集中在双车间和多车间中,针对零部件需求大、工序繁琐的大型复杂加工产品在设备网络上的调度研究较为缺乏。
计算机论文参考
............................
1.2课题的研究目的和意义
在智能制造的发展过程中,个性化定制的需求越来越丰富。个性化生产不仅可以通过差异化满足消费则多样性的需求,还可以减少库存积压、降低成本。而此类多品种小批量的生产模式正是综合调度的应用,而且在信息化时代,多设备协同的分布式[5-8]制造也成为了越来越重要的议题。
实现工序的有序处理和设备网络间的配合生产是其中的核心,而如今缺少此类的研究。因此,研究综合此类场景的设备网络综合调度有重要的理论价值和现实意义。在设备网络的问题中,因为设备间的地理位置差异,导致在加工产品的过程中,需要将加工工件从当前工序的设备迁移至后续工序的设备,并且存在较多的相同类型设备可供选择,此处衍生出加工设备路线和设备选择等问题。
而且本文还研究了设备网络的延伸的综合调度,区分同质化网络和差异化设备网络分析,并根据对应的特性,分别研究在对应设备情况下的工序调度不同点,针对性的提出相应的解决方案,在较少的复杂度下实现调度过程。
...........................
第2章综合调度问题综述
2.1综合调度问题背景
传统调度问题是紧跟当时的加工实际提出的,所以都是针对工业化型的加工生产过程,一般都会将加工过程与装配过程作出区分以便采用不同的手段进行处理,先完成工件的加工之后在考虑集中装配。此类方式通常适用情况都是在大规模生产的情况下,因为其订单量大,工件加工之后会出现大量库存的情况,以此为契机和后续的装配过程形成并行处理,从而可以有效利用加工时间,做到提高生产效率的目的。
尔后,因为生产力的提升,同质化产品大量增加导致卖点缺失而且也无法满足人们的多样性需求。为了解决这一问题就需要通过个性化生产的方式通过差异化实现对人们需求的满足。这就要求现代的调度方式能够紧跟当今实际做出调整,能够应对多变的生产过程。因为订单量的规模和以往不同,这就导致工件生产完毕后所需库存较少甚至没有库存,缺少工件富余导致较多的缓冲时间,并不能和装配过程形成有效的并行处理,此时不能有效地节省时间,就是变相地增加了相应的加工成本。为此,学者们提出了将单件复杂产品的加工和装配统一处理不做区分的综合调度处理方式。
综合调度问题在基于多品种小批量的作业方式上,考虑到加工工件剩余较少的问题,为了保持加工的效率,提出了加工和装配统一的加工形式。此举重组了加工和装配的加工流程,不需要等待当前的所有工件加工完成,装配活动可以在符合装配条件的情况下即可执行。这种作业方式更契合库存量少的情况因而更加适合当前个性化定制的流行趋势。
.......................
2.2综合调度问题和分析
综合调度问题可描述为:由若干零部件组成的复杂产品的生产过程中需要若干道工序,其中涉及若干加工设备,调度目标是使该复杂产品的整体加工时间尽可能少或者达到交货期标准。
一般调度问题具体的约束条件如下:
(1)在同一个时刻,一台设备上仅能处理一个对应类型工序。
(2)在同一个时刻,一道工序只能被一台对应类型的设备加工处理。
(3)工序一旦在设备上加工,就必须执行完整的加工流程,无法被中断。
(4)每个工序在执行之前都需要先把所有前序工序加工完成方可调度。
(5)每个工序的加工时长在开始阶段均已确定,与其他因素无关,并不会因为调度过程或者调度车间的不同而发生变化。
(6)设备只有加工工序时才会被占用,其余时间则为空闲状态以供调度。
一般综合调度定义如下:
定义1相关工序:存在紧前工序或紧后工序的工序。因为具有先后加工的约束关系,灵活性较低,所以一般情况下应该优先处理。
定义2独立工序:与相关工序相对,指假设不考虑产品的最后工序的前提下不存在紧前工序和紧后工序的工序。此类工序约束较少,灵活度高,可待相关工序处理后再考虑。
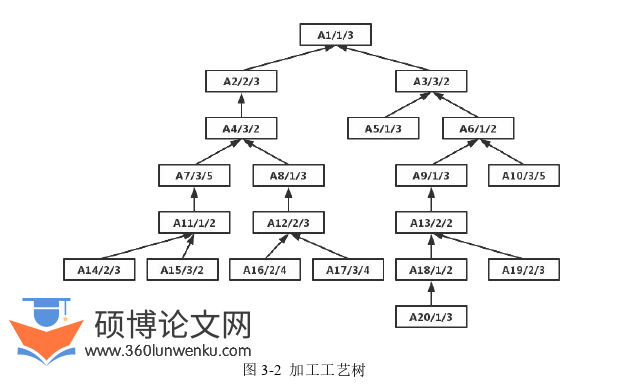
定义3加工工艺树:单一作业产品的生产过程因为偏序关系可以映射为树状结构,其中包含各工序的加工信息。
定义4可调度工序:是指当前时刻下没有紧前工序限制,且所需设备空闲,可直接调度的工序。
定义5准可调度工序:是指虽然当前时刻下没有紧前工序限制,但是所需设备繁忙导致无法调度的工序。
定义6备选工序集:所有可调度工序和准可调度工序的集合。
定义7关键设备:加工工序时间总和最大的设备。
定义8预影响工序集:受空闲时间段拉伸直接影响的工序集合。
定义9路径:加工工艺树中,由叶子结点工序至根节点最后工序的加工过程中包含的有序工序集合。
定义10路径长度:路径上所有结点工序加工时间的总和。定义11关键路径:在所有路径中,路径长度最长的称为关键路径。
............................
第3章 考虑迁移的设备网络综合调度算法 ......................... 11
3.1 引言 .......................................... 11
3.2 问题描述与分析 .................. 11
3.3 解决问题策略 ...................... 13
第4章 考虑迁移的同质化设备网络综合调度算法 .................... 24
4.1 引言 ................................ 24
4.2 问题描述 ................................. 24
4.3 调度策略分析 ...................... 26
第5章 考虑迁移的差异化设备网络综合调度算法 ............................ 40
5.1 引言 .......................... 40
5.2 问题描述 ......................... 40
5.3 调度策略分析 ............................... 41
第5章考虑迁移的差异化设备网络综合调度算法
5.2问题描述
为了更详细的描述考虑迁移的差异化设备网络综合调度算法,先介绍几个该算法的相关概念。
定义1交集设备完备性:若干结点内的设备能涵盖加工工艺树并行性调度的数量需求。
定义2膨胀:设备结点集合在取交集之前补充领域内的其它结点。
定义3扩张:设备结点集合在不符合交集设备完备性的情况下,吞并区域内最近的相应类型结点。
定义4需求坍缩:设备结点集合在不符合交集设备完备性的情况下,根据利用率减少部分设备需求的过程。
在本文的综合调度系统中,设备的加工状态跟加工工序的加工时长、工序间的前后关系以及设备之间的迁移有关。在本文的综合调度问题的研究中,具体的约束条件如下。
(1)在同一个时刻,一台设备上仅能处理一个对应类型工序。
(2)在同一个时刻,一道工序只能被一台对应类型的设备加工处理。
(3)工序一旦在设备上加工,就必须执行完整的加工流程,无法被中断。
(4)每个工序在执行之前都需要先把所有前序工序加工完成方可调度。
(5)每个工序的加工时长在开始阶段均已确定,与其他因素无关,并不会因为调度过程或者调度结点的不同而发生变化。
计算机论文怎么写
.............................
结论
本文主要针对设备网络问题及其延伸的同质化设备网络问题和差异化设备网络问题,通过研究得到下列结论:
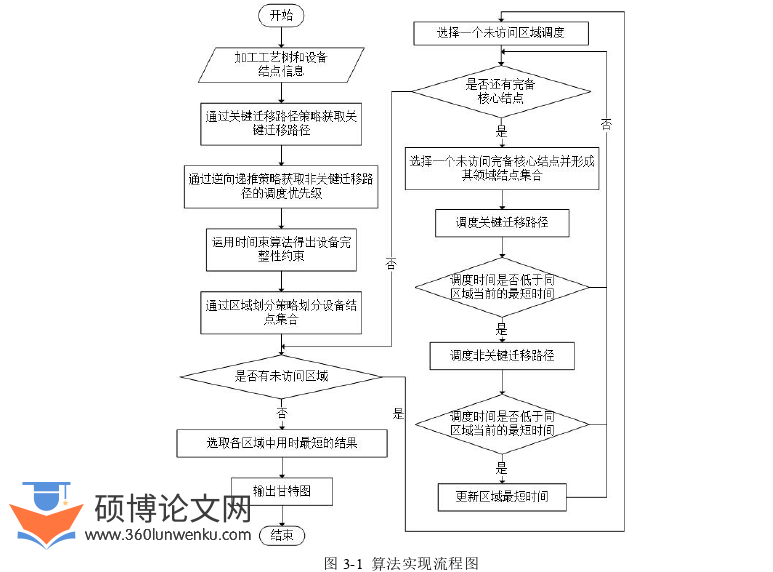
(1)为解决设备网络综合调度问题,提出考虑迁移的设备网络综合调度算法。提出了关键迁移路径策略和逆向递推策略解决工序优先级问题;提出时间束策略对加工工艺树进行预处理获知所需的设备类型及其数量需求;采用设备网络区域划分策略和核心完备结点筛选策略缩小可选集合范围;提出统合渲染策略在兼顾局部和全局的情况下解决工序和设备的对应。该算法在复杂度较低的情况下实现了对设备网络问题的求解。
(2)为解决同质化设备网络综合调度问题,提出考虑迁移的同质化设备网络综合调度算法。提出工序分支拆解策略和工序分支嵌合策略应对工序优先级、确定需求和调度过程;采用同质化设备网络区域划分策略进行结点集合处理;提出网络拓扑结构映射策略进行结点对应。该算法在复杂度较低的情况下实现了对设备网络问题的求解。
(3)为解决差异化设备网络综合调度问题,提出考虑迁移的差异化设备网络综合调度算法,采用差异化设备网络工序分支拆解策略处理工序优先级;采用差异化设备网络时间束策略获取所需的设备类型及数目;采用差异化设备网络区域划分策略形成满足约束的集合;采用差异化设备网络逆向嵌合策略实现工序和设备结点的对应关系。该算法在复杂度较低的情况下实现了对设备网络问题的求解。
针对存在设备网络的综合调度问题,本文所设计算法解决了设备网络、同质化设备网络、差异化设备网络三种设备资源条件下的综合调度问题,能够在复杂度较低的情况下获得较优的解。本文算法仍有优化的空间,后续可以继续在本文基础上进行研究,在迁移时间的处理方式上可以作出更多元化的选择,并且深入至柔性综合调度。
参考文献(略)